网站公告
标签聚合
最新更新
2024二建报名什么时候开始
2024二建报名什么时候开始 问:2024二建报名什么时候开始 答:2023二建考试已经结束,2024二建备考也已经开始,根据往年经验,二建考试报名工作一般集中在考试当年2至4月进行,具体报名时间请查..阅读全文>>
- •防眩树的高度为 11-30
- •下列属于沥青路面病害的是 11-30
- •监理人对承包人提交的工程量有异议的应采取的做法是 11-30
- •建设工程量清单作为清单计价的基础,主要用于建设工程 11-30
- •下列新技术应用方案的技术分析指标中,属于技术特性指 11-30
- •关于建筑结构体系保温层说法正确的是 11-29
- •下列需要水下浇筑混凝土的灌注桩是 11-29
- •砌体结构房屋的砌体抗震墙施工应 11-29
- •采用中心岛式挖土方式的优点是 11-29
- •下列民用建筑关于防护栏高度说法正确的是 11-29
- •玉山县应急管理局电话是多少 11-29
- •玉山县住建局电话地址是多少 11-29
- •关于工程计量原则的说法,正确的是 11-28
- •建设项目总投资组成中的基本预备费可用于 11-28
- •下列建设工程项目总概算价值计算公式中,正确的是 11-28
- •配合比设计时的先手顺序是 11-28
- •某边坡高度为400m,则这边坡属于 11-28
热点图文
- 【住建厅(局)网】
 福建省住建厅职称申报系
福建省住建厅职称申报系 - 【安全工程师网站】
 安徽省安全生产考试中心
安徽省安全生产考试中心 - 【住建厅(局)网】
 贵州省住建厅网站网址:
贵州省住建厅网站网址: - 【建筑市场监管与诚信一体化工作平台】
 山西省建筑市场监管公共
山西省建筑市场监管公共 - 【二建准考证打印】
 2021陕西省二建考点交通
2021陕西省二建考点交通 - 【造价工程师继续教育】
 中国建设工程造价管理协
中国建设工程造价管理协 - 【住建厅(局)网】
 湖北省住建厅执业资格注
湖北省住建厅执业资格注 - 【建筑信息网】
 陕西省建筑市场监管与诚
陕西省建筑市场监管与诚 - 【住建厅(局)网】
 成都市住建局网站:http
成都市住建局网站:http - 【建筑市场监管与诚信一体化工作平台】
 南京市建筑市场监管与诚
南京市建筑市场监管与诚 - 【建设工程信息网】
 建设工程职称评审信息平
建设工程职称评审信息平 - 【建设工程信息网】
 南京市建设工程综合服务
南京市建设工程综合服务 - 【建筑信息网】
 湖南省施工图管理信息系
湖南省施工图管理信息系 - 【执业资格注册管理系统】
 河北省建设类执业资格注
河北省建设类执业资格注 - 【三类人员考试动态】
 四川省建筑施工企业特种
四川省建筑施工企业特种 - 【三类人员考试动态】
 四川省建筑施工企业安管
四川省建筑施工企业安管 - 【建工资讯】
 杭州市工程渣土运输及消
杭州市工程渣土运输及消 - 【建设工程信息网】
 杭州建设工程造价管理平
杭州建设工程造价管理平
更多 建工资讯
- 安徽省建设工程专业职称申报常见问答 11-22
- 住建部执业资格注册中心咨询电话一览 11-10
- 河北省建筑施工企业资质申报常见问题解 11-10
- 2023年度陕西省建设类执业人员继续教育 12-31
- 2022河北环境影响评价师报名流程 03-25
- 人社部:关于降低或取消部分准入类职业 03-14
更多 新利18外围网
- 监理人对承包人提交的工程量有异议的应 11-30
- 建设工程量清单作为清单计价的基础,主 11-30
- 下列新技术应用方案的技术分析指标中, 11-30
- 关于工程计量原则的说法,正确的是 11-28
- 建设项目总投资组成中的基本预备费可用 11-28
- 下列建设工程项目总概算价值计算公式中 11-28
更多 二级建造师
- 关于建筑结构体系保温层说法正确的是 11-29
- 下列需要水下浇筑混凝土的灌注桩是 11-29
- 砌体结构房屋的砌体抗震墙施工应 11-29
- 采用中心岛式挖土方式的优点是 11-29
- 下列民用建筑关于防护栏高度说法正确的 11-29
- 下列对冬期施工土方回填的要求,正确的 11-24
更多 造价工程师
- 防眩树的高度为 11-30
- 下列属于沥青路面病害的是 11-30
- 以下工作内容不包括在相应的安装项目中 11-28
- 下列关于综合布线传输媒介的说法正确的 11-25
- 关于漏电保护器的说法正确的是 11-25
- 燃气管道上常用的补偿器有 11-21
更多 监理工程师
- 某建设工程项目所需设备物资通过公开招 11-22
- 对于专用合同条款约定的超大超重设备, 11-22
- 根据《标准材料采购招标文件》材料延迟 11-22
- 需在评标阶段详细评审环节评审的内容是 11-20
- 工程总承包招标与施工招标相比,二者存 11-20
- 根据《标准设计施工总承包招标文件》工 11-09
18luck新利app 18luck新利app
- 2022年度新利18体育登陆入 成绩查询入口 03-16
- 2023新利18体育登陆入 考试时间是什么时候 01-31
- 新利18体育登陆入 职业资格考试报名系统:ht 10-22
- 关于拍卖保留价的说法中,正确的有 05-25
- 山东省新利18体育登陆入 继续教育入口 03-23
- 2021新利18体育登陆入 成绩查询什么时候公布 12-05
更多 安全工程师
- 玉山县应急管理局电话是多少 11-29
- 武汉市汉阳区应急管理局电话地址 11-28
- 马鞍山雨山区应急管理局电话地址 11-23
- 砚山县应急管理局电话地址 11-21
- 泰州市海陵区应急管理局电话地址 11-15
- 铜陵市义安区应急管理局电话是什么 11-14
更多 消防工程师
- 泡沫产生设备有()等 10-11
- 燃烧应具备()等三个特征 10-11
- 并联电路的特点有 10-11
- 灭火器的有效性检查包括 10-11
- 对有机过氧化物的危险特性说法正确的是 10-11
- 防火隔间内部装修材料的燃烧性能均采用 07-12
更多 咨询工程师
- 关于敏感性分析的说法,正确的是 11-01
- 2023咨询工程师考试时间是什么时候 01-31
- 2022咨询工程师考试时间推迟公告 04-01
- 注册咨询工程师报考条件 03-14
- 咨询工程师(投资)职业资格考试专业参考 03-14
- 2022广东省咨询工程师报名时间、报名条 03-10
更多 招标师
- 2018招标师考试时间 12-28
- 湖北省电子招投标交易云平台:www.hbbi 11-11
- 福建建设工程电子招投标平台:http://w 11-11
- 贵州省招标投标公共服务平台:http://w 08-24
- 投资体制的改革 06-22
- 投资体制改革的主要特征 06-22
更多 造价员
- 2016上海造价员网络继续教育培训通知 11-10
- 2016-2017江西造价员继续教育通知 11-10
- 全国工程造价专业人员网络教育系统 11-10
- 中价协关于开展2016年-2017年全国工程 11-10
- 全国建设工程造价员办事(承办)机构联 10-13
- 预制空心板套用什么定额 06-22
更多 物业管理师
- 物业承接查验制度的意义 06-22
- 物业服务收费的原则 06-22
- 住宅专项维修资金交存主体 06-22
- 物业服务企业违规行为的行政处罚 06-22
- 物业管理师考试科目 06-22
- 物业管理师报考条件 06-22
更多 注册建筑师
- 2018注册建筑师考试时间公布 12-28
- 勘察设计费属于建设项目中的下列哪项费 06-27
- 基本预备费的计算应以下列哪一项为基数 06-27
- 下列哪一项不是正确的节约居住用地的措 06-27
- 商场内联排店铺设计有哪些要求 06-22
- 体育建筑规划有哪些基本要素 06-22
更多 建筑实务
- 风管粘接成型应符合规定 05-20
- 水泵的性能曲线 05-20
- 三轴水泥土搅拌法施工规定 05-20
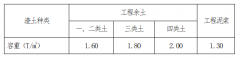
- 粗、 中、细粒式沥青砼1立方米等于多少 01-29
- 广联达HPB300 HRB400钢筋代表什么意思 01-29
- 广联达CAD图元不能被正确识别,请处理图 01-29
更多 建工政策法规
- 公路养护作业单位资质管理办法 10-02
- 水利工程设计变更管理暂行办法 02-02
- 《必须招标的工程项目规定》和《必须招 12-08
- 陕西住房和城乡建设厅关于建筑施工安全 10-01
- 住建部关于修改《工程造价咨询企业管理 03-06
- 注册造价工程师管理办法2020修订 03-06
18luck新利appios 18luck新利appios
- 国家标准化业务管理平台:http://home. 04-06
- 国家标准全文公开系统 网址:http://ww 04-06
- 建筑装饰装修施工规范 06-27
- 施工技术标准规范 06-27
- 检测技术施工规范 06-27
- 办公建筑设计规范总则 06-27
更多 建筑工艺
- 隧道前期上场要哪些机械设备 06-23
- 农田水利工程项目划分应注意的事项 06-23
- 确保房屋建筑地基基础工程施工的有效性 06-23
- 活塞式压缩机按气缸的排列方法分类 06-23
- 防排烟系统施工一般规定有哪些 06-23
- 绿色施工技术应用与创新之节能技术 06-23
更多 建筑资料
- 施工现场卫生责任区责任管理制度(样本 10-15
- 施工现场门卫制度(参考样本) 10-15
- 施工现场安全生产、文明施工定期检查制 10-15
- 施工现场安全培训教育制度模板 10-15
- 单向受弯单阶拄稳定性计算表格 06-23
- 绿化工程初验验收单 06-23
更多 18新利luck亚洲线路
- 玉山县住建局电话地址是多少 11-29
- 武汉市汉阳区建设局电话地址一览 11-28
- 重庆市铜梁区住建局电话地址 11-24
- 常德市武陵区住房和城乡建设局电话是多 11-24
- 马鞍山市雨山区住建交运局电话地址 11-23
- 安徽八大员证书在哪里查询 11-22
更多 三类人员考试
- 2021宁波施工企业三类人员考试报名入口 09-21
- 广西建筑施工企业三类人员考试报名入口 06-02
- 广西建筑施工特种作业人员考核报名入口 06-02
- 2021山东建筑施工企业安全生产管理人员 05-25
- 2021四川省建筑施工特种作业人员安全技 12-11
- 四川省建筑施工企业特种作业人员考试管 12-11
更多 土地估价师
- 2020土地估价师、土地登记代理人继续教 03-08
- 2019土地估价师收尾考试报名入口:http 08-08
- 土地估价师考试拟作为土地估价方向纳入 08-08
- 2019土地登记代理人报名入口及报名时间 01-22
- 全国土地登记代理人职业资格报名系统入 01-22
- 全国土地登记代理登记服务系统:http:/ 01-22
- 友情链接
- 免责声明:本站为建筑专业人士创办的非盈利公益性网站,部分文章来自于网络,如若侵权请联系我们,我们会马上进行删除 联系邮箱 xue518666#126.com(为了防止垃圾邮件,请将#替换为@)
- 版权所有[18新利luck亚洲线路 ] ICP备案号:豫ICP备16002715号-3
- Copyright©2018 新利18怎样 All Rights Reserved
- 关键字:18新利luck亚洲线路 , 18新利luck亚洲线路 , 18新利luck亚洲线路 校,